
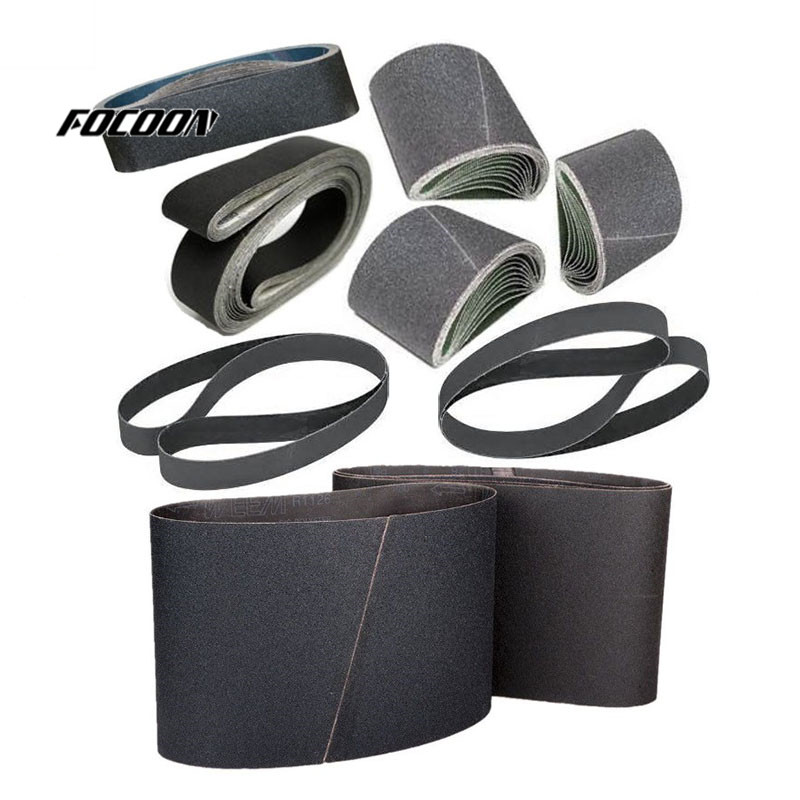
炭化ケイ素サンディングベルト布または紙の裏地ウェットアンドドライ





該当する
さまざまな木板、鋼、銅、アルミニウム、合金、ガラス、非鉄金属、セラミック、磁器、鉱物、石、ゴム、合成材料の研磨や研磨に広く使用されています。耐熱性、防水性があり、乾式粉砕に適しており、クーラントを添加することができます。砂の表面は鋭く、強度と研削能力が非常に高く、中密度および高密度のプレートの研削に適しており、金属表面の微細加工にも使用できるため、良好な結果が得られます。製品表面の粗加工、中加工、仕上げ加工において、優れた研削結果を得ることができます。生地ベースには強い張力と超ワイドサブテンションがあり、超大型研磨ベルトに使用できます。






操作:
自動研削、機械的手研削、デスクトップ研削、手動工具研削
カスタムメイド:
お客様のニーズや非標準に応じて、さまざまな仕様をカスタマイズできます
炭化ケイ素(SiC)は、石英砂、石油コークス(または石炭コークス)、および木材チップから、抵抗炉での高温製錬によって製造されます。
黒の炭化ケイ素と緑の炭化ケイ素を含む:
ブラックシリコンカーバイドは、石英砂、石油コークス、高品質シリカを主原料とし、抵抗炉で高温溶解します。硬度はコランダムとダイヤモンドの中間で、機械的強度はコランダムよりも高く、もろくて鋭いです。
グリーン炭化ケイ素は、石油コークスと高品質のシリカを主原料とし、添加剤として塩を添加し、抵抗炉で高温で製錬します。硬度はコランダムとダイヤモンドの中間で、機械的強度はコランダムよりも高くなっています。
一般的に使用される炭化ケイ素研磨剤には、2つの異なる結晶があります。
1つはグリーンシリコンカーバイドで、97%以上のSiCを含み、主に硬い金を含む工具の研削に使用されます。
もう1つは、金属光沢があり、95%以上のSiCを含む黒色の炭化ケイ素です。グリーン炭化ケイ素よりも強度は高いが、硬度は低い。主に鋳鉄や非金属材料の研削に使用されます。黒炭化ケイ素のテクスチャーは、コランダム研磨剤よりも脆くて硬く、その靭性もコランダム研磨剤より劣っています。非金属材料(木材合板、パーティクルボード、高密度、中密度、低密度のファイバーボード、竹ボード、ケイ酸カルシウムボード、革、ガラス、セラミック、石などのさまざまなプレート)などの引張強度の低い材料の場合非鉄金属(アルミニウム、銅、鉛など)およびその他の材料が処理に特に適しています。また、硬くて脆い材料を処理するための理想的な研磨剤です。
砥粒の砥粒サイズは、研削生産性と加工面粗さに大きな影響を与えます。ワークピースの粗さと加工効率を確保するために、加工のさまざまな要件、工作機械の性能、およびワークピースの加工許容量などの加工の特定の条件に基づく必要があります。表面状態、材質、熱処理、精度、粗さは、異なるグリットベルトを選択するために異なります。一般的に、粗いグリットは粗い研削に使用され、細かいグリットは細かい研削に使用されます。(以下のデータは参考用であり、実際の加工条件は工作機械の性能や加工パラメータ等に関係します。)
| 砥粒サイズ | 加工精度範囲 |
| P16-P24 | 鋳物や溶接物の粗研削、ライザーの注ぎ込み、フラッシングなど。 |
| P30-P40 | 内円、外円、平面、曲面の粗研削Ra6.3〜3.2 |
| P50-P120 | 半精密研削、内円、外円、平面、曲面の微粉砕Ra3.2〜0.8 |
| P150-P240 | 微粉砕、成形粉砕Ra0.8〜0.2 |
| P250-P1200 | 精密研削Ra≦0.2 |
| P1500-3000 | 超精密研削Ra≦0.05 |
| P6000-P20000 | 超精密加工Ra≦0.01 |





